Teret hódít az e-mobilitás, de hová érdemes most befektetni?
A Deloitte új tanulmánya szerint 2032-től több alternatív meghajtási rendszert helyeznek forgalomba a személygépkocsik piacán, mint tisztán belsőégésű motorokat. Könnyen elképzelhető, hogy ez a fejlődés mit jelent majd az autóipar számára: a belső égésű motorok alkatrészeinek hozzáadott értékű részesedése csökken, és ugyanilyen gyorsan nő az “elektromos” hajtásrészek aránya – köztük számos olyan forgásszimmetrikus alkatrész, amelyekre a gépgyártás specialistái, mint például az EMAG, ezidőtájt pontosan testre szabott gyártási megoldásokat fejlesztenek. Jelenleg egy beszállítói csoport számára teljesen automatizált és hatékony komplett megoldást fejlesztettek ki a rotortengelyek gyártására, valamint a rotor-lemezcsomag nagy pontosságú esztergálására. A rugalmas berendezésekkel a vevő a megmunkálási műveletek széles skáláját tudja lefedni. A felelősök nagyon elégedettek az alkatrészminőséggel és a reprodukálhatósággal.
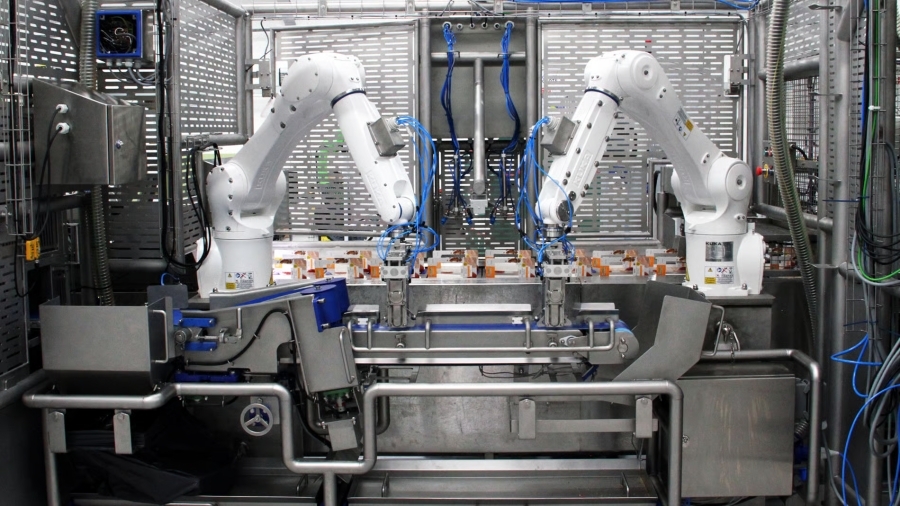
EMAG gyártósor kifejlesztése a rotortengelyek gyártásához
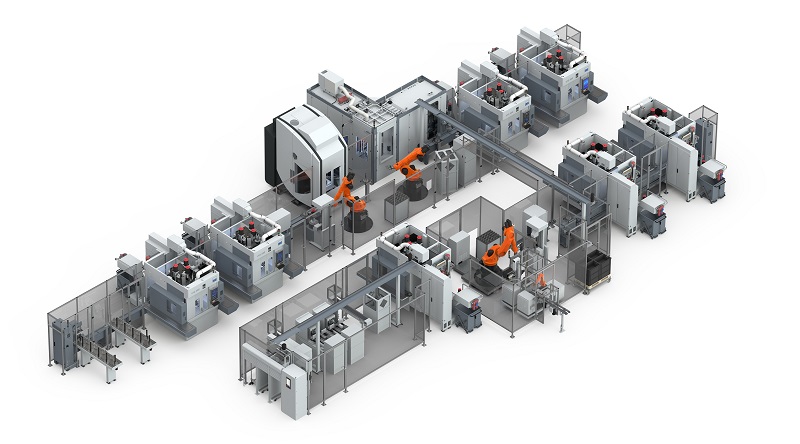
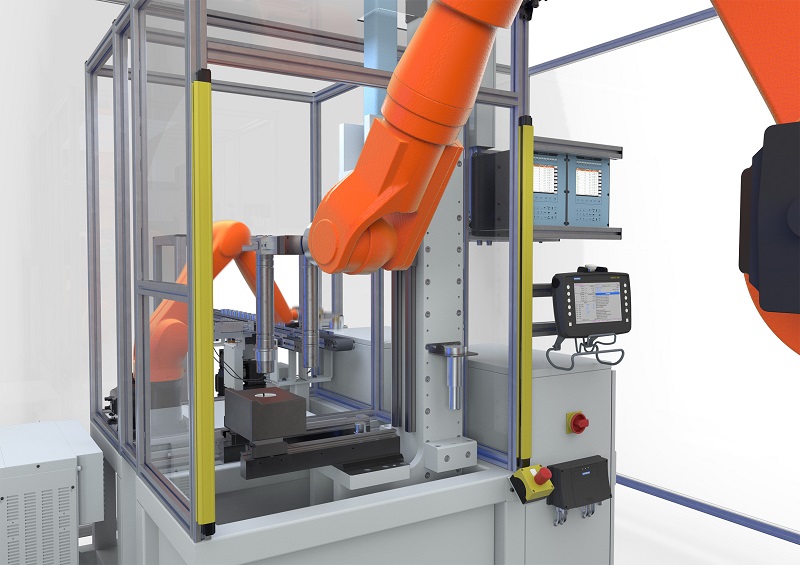
Teljesen megmunkált rotortengely tizenkét fő és különböző másodlagos művelettel. Az egyes gépek és állomások automatizálása és összekapcsolása robotokkal, portálrendszerekkel és az EMAG saját TrackMotion rendszerével történik.
Teret hódít az e-mobilitás
Az e-mobilitás jön, de hová érdemes most befektetni? Ezek az elektromos motoralkatrészek óriási potenciált kínálnak!
Ne hagyja ki az EMAG közelgő webináriumát:
2021. október 13., szerda
10:30 – 11:30 óra (CEST)
Regisztráljon itt:

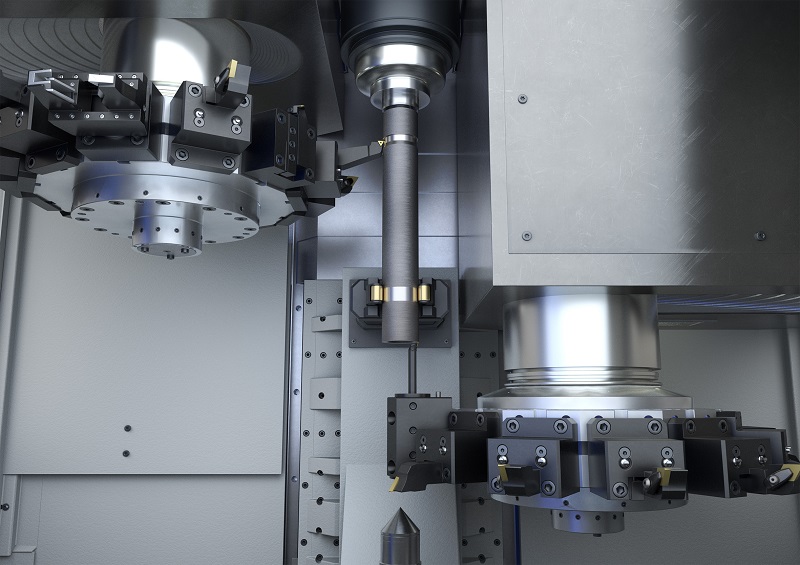
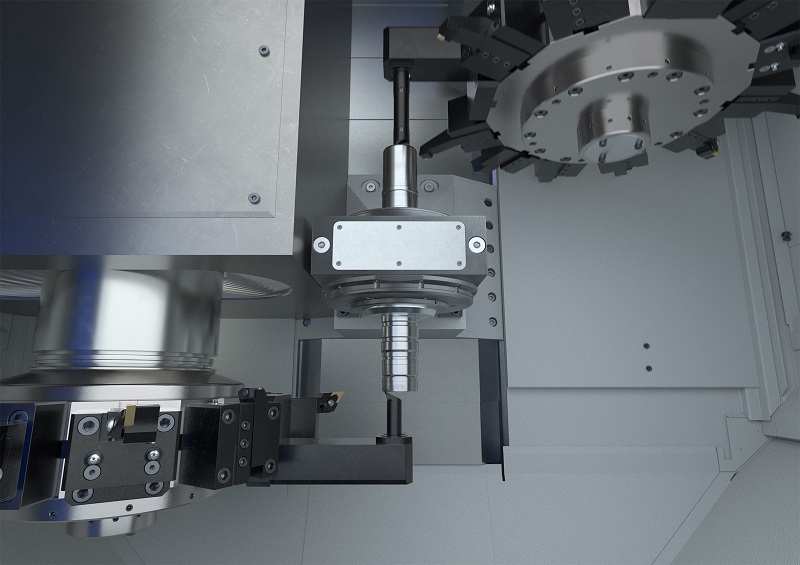
OP 10 / 20 – Előesztergálás két EMAG VTC 200 típusú gépen – Tökéletes megoldás a csökkentett főidejű 4-tengelyes tengelymegmunkáláshoz.
Az e-motorok növekvő mennyisége kihívás elé állítja a gyártástervezőket: Számos alkalmazási területen új megoldásokat kell kidolgozniuk, amelyekkel az olyan alkatrészek, mint például az e-motorok hajtótengelye, gyorsabban és hatékonyabban – és teljeskörű gyártási rendszerekkel – gyárthatók. Egy új és lenyűgöző példa egy, az e-mobilitáshoz alkatrészeket gyártó német beszállító vállalatnál mutatja meg, hogyan nézhet ki egy ilyen megoldás. A múlt év végén az EMAG egy új megoldást szállított ide. Hogyan jött létre az együttműködés?
“Kapcsolattartó partnereink egy rendkívül rugalmas rendszert kerestek, amely intelligens automatizálási megoldásokat is tartalmaz, hogy a forgórész tengelye körüli számos megmunkálási műveletet le tudják fedni. Ilyen kérdések esetén a vevő már évek óta az EMAG-ra támaszkodik, mert kulcsrakész megoldásokat kínálunk egy kézből, és az EMAG csoport szinte minden megmunkálási technológiát ural” – magyarázza Andreas Bucher, az EMAG Key Account Managere.
Az együttműködés már nagyon korán elkezdődött: a vevő előzetesen még az alkatrész tervrajzait is megosztotta az EMAG-al, hogy megkönnyítse a későbbi gépészeti tervezést, és lehetővé tegye a minél karcsúbb és megbízhatóbb gyártási folyamatot. A teljes gyártósor kifejlesztése szoros kapcsolaton keresztül történt, amint azt Michael Ihring, az EMAG Systems munkatársa megerősíti:
“Az EMAG-nál mindig az ‘egy arc az ügyfélhez’ elv érvényesül. Egy tapasztalt kapcsolattartó megbeszéli a vevővel a teljes gyártási megoldásra vonatkozó követelményeket – ez például a nem az EMAG-tól származó gépekre is vonatkozik. Mi gondoskodunk tehát a teljes gyártási megoldásról és meghatározzuk annak specifikációit. Az előnyök nyilvánvalóak: a lényegesen kevesebb interfész-egyeztetés lerövidíti a szállítási időt, és egyben kedvezőbb és hatékonyabb összmegoldást eredményez.”
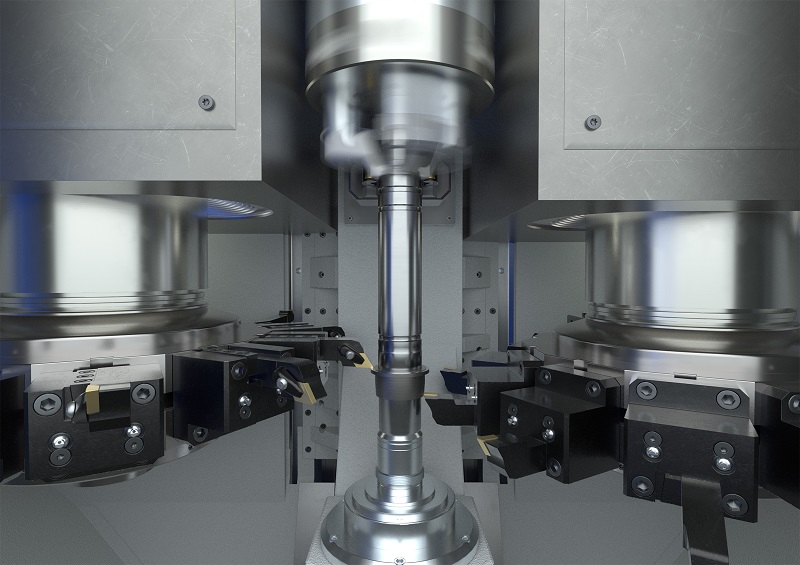
OP 50 – A rotortengelyek belső esztergálása egy VTC 200-as, középhajtású gépen.
A cél elérése tizenkét műveletben
A végeredmény egy lenyűgöző rotortengely megmunkálási folyamat – nem kevesebb, mint tizenkét fő- és különböző másodlagos művelettel. Az egyes gépek és állomások automatizálása és összekapcsolása robotokkal, portálrendszerekkel és az EMAG saját TrackMotion rendszerével történik.
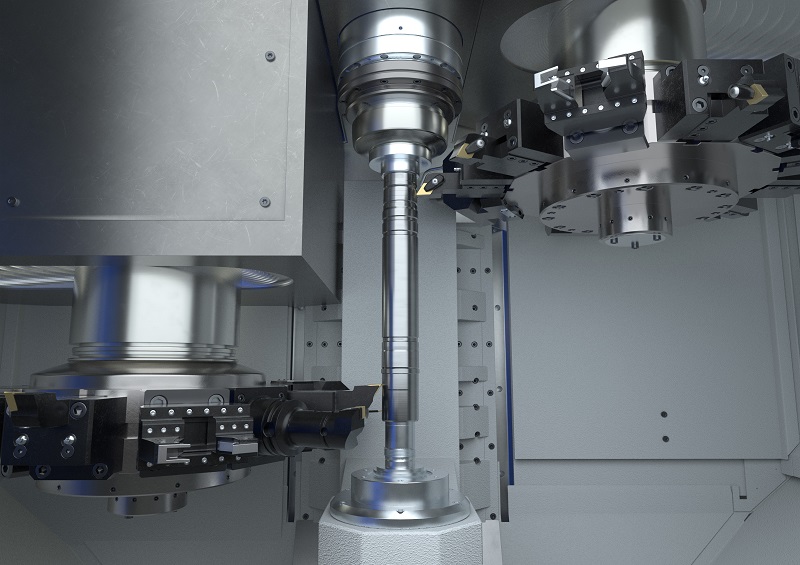
OP 60 – Finom esztergálási és fúrási műveletek hajtott szerszámokkal, VTC 200-as gépen.
Ezt a folyamatot itt részletesen ismertetjük:
- Miután a kezelő a nyers alkatrészeket pufferszalagokon betáplálta, az EMAG két VTC 200-as gépén megkezdődik az előesztergálás – tökéletes megoldás a 4 tengelyes tengelymegmunkáláshoz, csökkentett főidőkkel (OP 10/20). Ezt követi a lefúvatási és mérési folyamat. A mérőgép visszajelzést ad az esztergáknak, amelyek automatikusan elvégzik az esetleges korrekciókat.
- A belső fogazási folyamat (OP 30, formázás) után következik az OP 40-ben a rotortengely csapágyhelyek EMAG eldec MIND L 1000 gépén történő indukciós melegítése és edzése.
- A következő műveletek, amelyeket az EMAG két VTC 200 MA (OP 50, belső esztergálás) és két VTC 200 (OP 60, furatmegmunkálás) gépén végeznek, szintén érdekesek. Mindkét folyamatot két gépen párhuzamosan végzik a teljesítmény növelése érdekében. A rotortengelyt ezután másodszor is lefúvatják, megmérik, és a jó darabokat DMC kóddal látják el.
- Az OP 70-ben két összeszerelési folyamat zajlik, egy hüvely és egy fedél összeillesztésével.
- Egy utolsó esztergálási művelet (OP80) a VTC 200 segítségével tökéletesíti a rotortengely vállait és csapágyhelyeit. A lefúvatás, a mérés és a rakatolás zárja a sort.
OP 70 – hüvely és fedél összeszerelése.
A teljes folyamatról készült videó itt tekinthető meg:
OP 80 – A rotortengely vállainak és csapágyhelyeinek finom esztergálása.
“Megerősítve látjuk a terveinket” – foglalja össze Michael Ihring. “A folyamatok nagyon stabilak, ami az alkatrészek minőségében is megmutatkozik. Ugyanakkor a vevő egy rugalmas cellamegoldás előnyeit élvezheti, amely bármikor bővíthető a növekvő kapacitásigények kielégítésére. Ez a rugalmasság minden részletben megmutatkozik, egészen az automatizálásig. Emellett a különböző intelligens szerszámcsere-stratégiák biztosítják, hogy nagyon kevés leállási idővel kell számolni.”
A hámozó esztergálás tökéletes lemezcsomag felületet biztosít
Ezzel azonban még nem ért véget az EMAG e-mobilitási nagyprojektje ennél a vevőnél, mivel a gépgyártók a rotor-lemezcsomag nagy pontosságú esztergálására is terveztek megoldást a VTC 200-as gép segítségével. Az úgynevezett perdületmentes esztergálási eljárást alkalmazzák: itt a szerszám gördülő mozgása történik a munkadarabon – egy ferdén beállított CBN vágóél mozog a forgó munkadarabon. A vágóél kapcsolódási pontja folyamatosan mozog tovább. Az egész folyamat körülbelül ötször-hatszor gyorsabb, mint a hagyományos kemény esztergálás, és akár háromszor gyorsabb, mint a köszörülés. Ennek ellenére az eredmény kiváló minőség, perdületi nyom nélkül. Más szóval, a korábban köszörülendő felületek így a jövőben hántolva esztergálhatók. Ez ideális megoldás a tengelyt körülvevő lemezkötegek esetében.
Az egész folyamatot ezen a videón láthatja: Scroll-Free Turning
Előnyök biztosítása a növekvő e-mobilitási piacon
“Összességében a vevő a tökéletesen beállított rendszerek előnyeit élvezheti, amelyek mind a rotortengely megmunkálásakor, mind a lemezcsomag esztergálásakor nagy stabilitást és folyamatbiztonságot mutatnak. Ezek óriási előnyök, amelyeket az elkövetkező években a növekvő e-mobilitási piacra kívánunk bevinni” – mondja Andreas Bucher. “Az elektromotorgyártó ágazatból érkező megkeresések jelentősen növekednek. Ugyanakkor a mi technológiánkat már ma is nagyon sok alkalmazási területen használják ebben az ágazatban.
Ne hagyja ki az EMAG közelgő webináriumát:
Az e-mobilitás jön, de hová érdemes most befektetni? Ezek az elektromos motoralkatrészek óriási potenciált kínálnak!
2021. október 13., szerda
10:30 – 11:30 ÓRA CEST
Regisztráljon itt: